تلرانس ابعادی قطعات لاستیکی
در این بخش چکیده ای از استاندارد ISO 3302 و کلاسهای تلرانس ابعادی و مقادیر آنها، برای محصولات لاستیکی تولیدشده به روشهای قالبگیری، اکستروژن و کلندرینگ اشاره می شود. این تلرانسها عمدتاً برای لاستیکهای ولکانیزه در نظر گرفته شدهاند.
ملاحظات زیر باید در نظر گرفته شوند:
- تمامی لاستیکها پس از قالبگیری و سرد شدن، مقداری جمعشدگی از خود نشان میدهند و برای این منظور در طراحی قالبها پیشبینیهای لازم صورت میگیرد. میزان جمعشدگی به نوع لاستیک و ترکیب آن بستگی دارد. محصولات ساختهشده از برخی لاستیکهای سیلیکونی دچار جمعشدگی بیشتری میشوند؛ بنابراین، دستیابی به کلاسهای تلرانسی M1 و M2 با این لاستیکها بسیار دشوار است.
- اجزای غیر لاستیکی که به لاستیک متصل شدهاند، بر میزان جمعشدگی تاثیر گذاشته و در نتیجه تلرانسهای عملی ممکن را تغییر میدهند.
- قالبها به روشهای مختلفی و بسته به نوع محصول و دقت مورد نیاز ساخته میشوند. به طور کلی، دقت محصول نمیتواند بیشتر از دقت قالب باشد و هرچه درجه دقت بیشتری مورد نیاز باشد، هزینه ساخت و نگهداری قالبها نیز افزایش مییابد.
- در اعمال تلرانسهای استاندارد برای محصولاتی که تنوع مقطع زیادی دارند باید دقت بیشتری رعایت شود.
- در مواردی که محصول لاستیکی به ناچار در هنگام خروج از قالب تغییر شکل میدهد، ممکن است ابعاد محصول تحت تاثیر قرار گیرد و نیاز به پیشبینیهای خاصی باشد.
طبقهبندی:
در این بخش، چهار کلاس تلرانسی برای ابعاد محصولات قالبگیریشده از لاستیک اشاره می شود:
- کلاس M1 برای قالبگیریهای دقیق. چنین قالبگیریهایی نیازمند قالبهای دقیق، تعداد کمتر حفرهها در هر قالب، کنترل دقیق ترکیب مواد و غیره است که به هزینه بالا منجر میشود. ممکن است برای جلوگیری از تغییر شکل لاستیک هنگام اندازهگیری، به دستگاههای اندازهگیری دقیق نیاز باشد. این نوع قطعات نیاز به کنترل و بازرسی هزینهبر دارند.
- کلاس M2 برای قالبگیریهای با کیفیت بالا که نیازمند بسیاری از کنترلهای دقیق مورد نیاز برای کلاس M1 هستند.
- کلاس M3 برای قالبگیریهای با کیفیت خوب.
- کلاس M4 برای قالبگیریهایی که کنترل ابعادی در آنها حیاتی نیست.
در هر کلاس دو نوع از ابعاد حایز اهمیت هستند؛
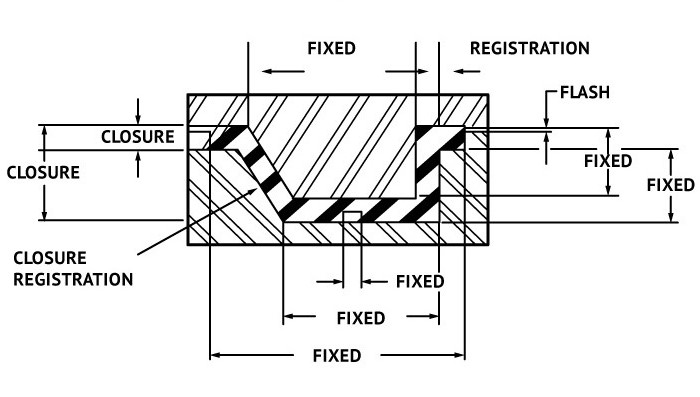
در قالبگیری یک محصول لاستیکی، مقدار بیشتری لاستیک از حد لازم برای پر کردن حفره استفاده میشود و مقدار اضافی آن به صورت “فلش” خارج میشود. این فلش تمایل دارد از بسته شدن کامل بخشهای قالب جلوگیری کند و در نتیجه ابعاد نهایی قطعه را تحت تاثیر قرار میدهد. برای محصولات قالبگیریشده به روش ترانسفر یا تزریق، ممکن است بتوان همه ابعاد را به عنوان ابعاد ثابت در نظر گرفت. دو مجموعه تلرانس، F و C، تعریف شدهاند که به شرح زیر مشخص میشوند:
- ابعاد ثابت (F):ابعادی که تحت تاثیر عواملی مانند ضخامت فلش یا جابجایی بخشهای مختلف قالب (قسمتهای بالایی و پایینی) قرار نمیگیرند.
- ابعاد بستهشدن (C):ابعادی که میتوانند تحت تاثیر تغییرات ضخامت فلش یا جابجایی بخشهای مختلف قالب قرار گیرند.
| Size Range | M1 - F | M1- C | M2 - F | M2 - C | M3 - F | M3 - C | M4 F&C |
|---|---|---|---|---|---|---|---|
| 0 - 4.0 | ± 0,08 | ± 0,10 | ± 0,10 | ± 0,15 | ± 0,25 | ± 0,40 | ± 0,50 |
| 4.0 - 6.3 | ± 0,10 | ± 0,12 | ± 0,15 | ± 0,20 | ± 0,25 | ± 0,40 | ± 0,50 |
| 6.3 - 10 | ± 0,10 | ± 0,15 | ± 0,20 | ± 0,20 | ± 0,30 | ± 0,50 | ± 0,70 |
| 10 - 16 | ± 0,15 | ± 0,20 | ± 0,20 | ± 0,25 | ± 0,40 | ± 0,60 | ± 0,80 |
| 16 - 25 | ± 0,20 | ± 0,20 | ± 0,25 | ± 0,35 | ± 0,50 | ± 0,80 | ± 1,00 |
| 25 - 40 | ± 0,20 | ± 0,25 | ± 0,35 | ± 0,40 | ± 0,60 | ± 1,00 | ± 1,30 |
| 40 - 63 | ± 0,25 | ± 0,35 | ± 0,40 | ± 0,50 | ± 0,80 | ± 1,30 | ± 1,60 |
| 63 - 100 | ± 0,35 | ± 0,40 | ± 0,50 | ± 0,70 | ± 1,00 | ± 1,60 | ± 2,00 |
| 100 -160 | ± 0,40 | ± 0,50 | ± 0,70 | ± 0,80 | ± 1,30 | ± 2,00 | ± 2,50 |
| 160 - UP | ± 0,3 % | ± 0,4 % | ± 0,5 % | ± 0,7 % | ± 0,8 % | ± 1,3 % | ± 1,5 % |

اولین دیدگاه را ثبت کنید